Szafka piaskowa serii BHQ26 według instrukcji
1. Co to jest szafka na piaskowanie?
Niektórzy nazywają również maszyny do piaskowania, zbiornik do piaskowania, przenośną piaskarkę, otwarte maszyny do piaskowania i tak dalej.Nazwy są różne, ale w rzeczywistości mają to samo znaczenie.Może pracować oddzielnie, ale w większości przypadków współpracuje ze śrutownią.


Skład komory do piaskowania ——
Ogólnie rzecz biorąc, komponenty w następujący sposób:
1).zbiornik do piaskowania:
Grubość blachy stalowej użytej do różnych objętości zbiornika i podstawy piaskarki jest różna.Im większa objętość, tym grubsza stalowa płyta.Jest to określane głównie przez fabrykę zbiorników ciśnieniowych, zgodnie z rzeczywistą sytuacją.
Istnieją dwa rodzaje zaworu piaskowego i zaworu piaskowego: ręczny lub pneumatyczny.Ręcznie konieczne jest ręczne otwarcie zaworu piaskowego, a gaz jest automatycznie otwierany przez gaz.
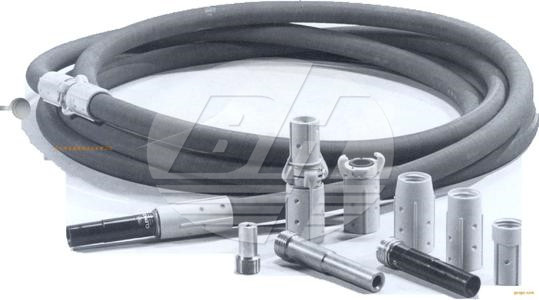
2). Rura do piaskowania (standard to 10m/20m)
3). Zawór bezpieczeństwa
Ciśnienie użytkowania zbiornika do piaskowania wynosi zwykle 8 kg.Rola zaworu bezpieczeństwa Gdy ciśnienie gazu przekroczy 8 KG, automatycznie opróżni się.Aby chronić zbiornik do piaskowania
4). Pistolet do piaskowania: w zależności od materiału można go podzielić na węglik boru, stal stopową, węglik wolframu, żelazo i tak dalej.
Najtrwalszy jest węglik boru, a żywotność wynosi na ogół 500-700 godzin.
Po drugie, żywotność węglika wolframu i stali stopowej wynosi zwykle 300-400 godzin,
Żelaza można używać tylko przez 10 godzin, niewiele osób z niego korzystało.
Elektroniczny układ sterowania i inne elementy.
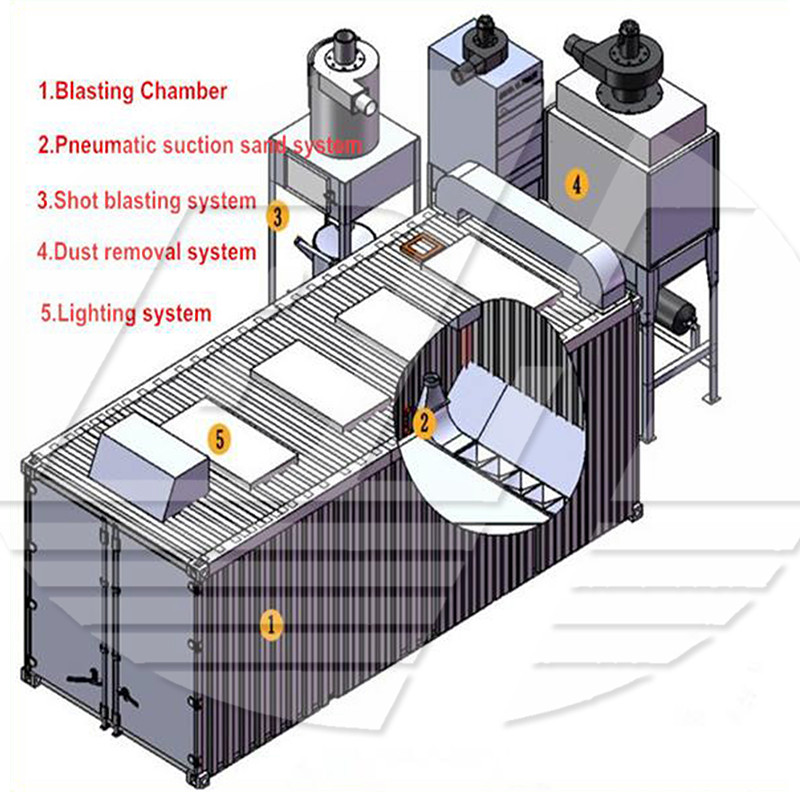
2. Zasada działania przenośnej piaskarki
Zasada działania piaskarki różni się od piaskarki.Oczyszczarka do śrutowania wykorzystuje siłę odśrodkową.Piaskarka zasilana jest sprężonym powietrzem i natryskuje ścierniwo (zarówno metaliczny jak i niemetaliczny piasek) na powierzchnię przedmiotu obrabianego.Pod wpływem ciśnienia ścierniwo znajdujące się w zbiorniku na piasek przechodzi przez zawór piaskowy i rurę strumieniową do pistoletu natryskowego, a ścierniwo jest wyrzucane z dużą prędkością, co zmienia właściwości mechaniczne zewnętrznej powierzchni powierzchni przedmiotu obrabianego.Ze względu na uderzenie i działanie ścierne ścierniwa na powierzchnię przedmiotu obrabianego, Aby uzyskać pewien stopień czystości i inną chropowatość na powierzchni przedmiotu obrabianego, należy poprawić właściwości mechaniczne powierzchni przedmiotu obrabianego, a tym samym poprawić wytrzymałość zmęczeniową przedmiotu obrabianego, zwiększają przyczepność pomiędzy nią a powłoką oraz wydłużają powłokę Trwałość powłoki sprzyja również wyrównaniu i dekoracji powłoki, usuwaniu zanieczyszczeń, szumów i warstw tlenków na powierzchni, przy jednoczesnym szorstkości powierzchni medium, powodując naprężenia szczątkowe na powierzchni podłoża i poprawa twardości powierzchni podłoża.
3. Główna specyfikacja przenośnej piaskarki
4. Utrata mocy zbiornika śrutu
1).Konfiguracja źródła powietrza piaskarki wynosi generalnie 6m³/min (zużycie powietrza przez pojedynczy pistolet natryskowy, jeśli jest to N, wymagana konfiguracja źródła powietrza to N*6m³/min.
| Typ przedmiotu | Q0250 | Q0250A-Ⅱ | Q0250A-Ⅱ-LX | ||
| Objętość w zbiorniku (m3) | 0,5 | 0,7 | 0,82 | ||
| Ciśnienie powietrza (Mpa) | 0,5-0,6 | 0,5-0,6 | 0,5-0,6 | ||
| Wyemitowana dawka (kaliber=φ10)(kg/h) | 1800-2280 | 1 pistolet | 1800-2280 | 1 pistolet | 1800-2280 |
| 2 pistolety | 3600-4560 | 2 pistolety | 3600-4560 | ||
| Zużycie powietrza (m3/min) | 6,1 | 1 pistolet | 6,0 | 1 pistolet | 6,0 |
| 2 pistolety | 12,0 | 2 pistolety | 12,0 | ||
| Długość rury nadmuchowej (mm) | 7000 | 7000 (2 szt.) | 7000 (2 szt.) | ||
| Sposób kontroli | Zdalne sterowanie | Zdalne sterowanie | Zdalne sterowanie | ||
| Wymiar (mm) | 1036*812*1860 | 1120*900*1890 | 1086*812*2060 | ||
| waga (kg) | 396 | 500 | 690 | ||
2).Ciśnienie powietrza wymagane przez piaskarkę wynosi 0,5-0,6 mpa (jeśli ciśnienie jest zbyt niskie, piaskowanie będzie słabe i wpłynie to na efekt czyszczenia).
3).Ilość piaskowania/śrutowania na godzinę piaskarki wynosi 1800-2100 kg.
4). Zakres zastosowania piaskowania
a.Obróbka wstępna: wszystkie zabiegi śrutowania przed pokryciem, takie jak galwanizacja, malowanie, natryskiwanie itp., powierzchnia jest absolutnie czysta, a jednocześnie znacznie poprawia przyczepność i odporność na korozję warstwy pokrywającej.
b.Obróbka wstępna przed czyszczeniem powierzchni części: odkamienianie, pozostałości i zabrudzenia części metalowych, takich jak odlewy, części tłoczone, części spawane, części do obróbki cieplnej;czyszczenie powierzchni wyrobów niemetalicznych, usuwanie czarnych plam na powierzchni półfabrykatów ceramicznych oraz redukcja farby Pattern itp.
c.Regeneracja starych części: regeneracja i czyszczenie wszystkich ruchomych części, takich jak samochody, motocykle, sprzęt elektromechaniczny itp. Jednocześnie eliminuj naprężenia zmęczeniowe i wydłużaj żywotność.
d.Obróbka wykończeniowa na powierzchni przedmiotu obrabianego: wszystkie produkty metalowe i produkty niemetaliczne (plastik, kryształ, szkło itp.) Ślady powierzchni są eliminowane, a obróbka powierzchni mgły argonowej poprawia powierzchnię produktu.
mi.Obróbka formy: Obróbka powierzchni mgły argonowej powierzchni formy, produkcja graficzna i czyszczenie formy, aby nie uszkodzić powierzchni formy, aby zapewnić dokładność formy.
f.Obróbka zadziorów: Obrobione części są usuwane za pomocą małych zadziorów, a plastikowe części części wtryskowych są eliminowane.
g.Przeróbka produktów niepożądanych: usunięcie niepożądanej powłoki produktu, usunięcie niepożądanego zabarwienia powierzchni oraz usunięcie nadruku.
h.Wzmocnienie: zwiększ twardość powierzchni części metalowych i eliminuj naprężenia, takie jak obróbka powierzchni łopat samolotów, sprężyn, narzędzi do obróbki i broni.
i.Trawienie i obróbka antypoślizgowa: wytrawianie wzorów, tekst i obróbka antypoślizgowa na powierzchni wyrobów metalowych i niemetalowych takich jak: marmur, uchwyty antypoślizgowe, uszczelki, stele, itp.
j.Obróbka odzieży dżinsowej: Odzież dżinsowa jest matowa, biaława i uzyskuje się efekt kocich wąsów.
5. Zalety szafki do piaskowania:
1).Metalowe części piaskarki w zasadzie nie są uszkodzone, a dokładność wymiarowa nie ulegnie zmianie;
2).Powierzchnia części nie jest zanieczyszczona, a ścierniwo nie będzie reagować chemicznie z materiałem części;
3).Piaskarka z łatwością poradzi sobie z trudno dostępnymi częściami, takimi jak rowki i wklęsłości, a do zastosowania można wybrać różne rozmiary materiałów ściernych;
4).Znacznie zmniejsza się koszt obróbki, co przekłada się głównie na poprawę wydajności pracy piaskarki, która może spełnić różne wymagania dotyczące wykończenia powierzchni;
5).Niskie zużycie energii i niski koszt;
6).Piaskarka nie zanieczyszcza środowiska, eliminując koszty oczyszczania środowiska;